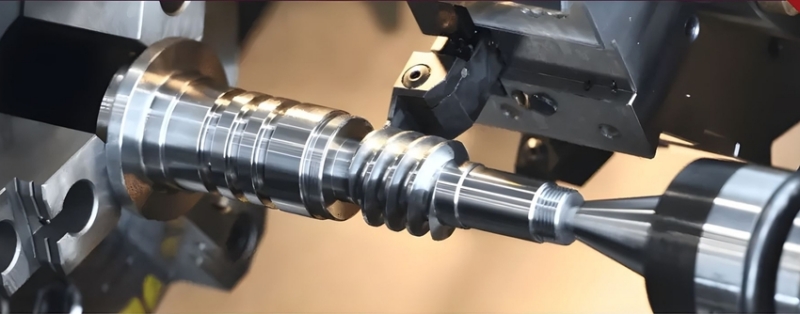
গ্রুভিং একটি অপেক্ষাকৃত জটিল প্রক্রিয়া। খাঁজ কাটাতে একটি ভাল কাজ করতে, আপনাকে প্রথমে খাঁজের প্রকারগুলি বুঝতে হবে। সাধারণ খাঁজের ধরনগুলির মধ্যে রয়েছে বাহ্যিক বৃত্তাকার খাঁজ, অভ্যন্তরীণ গর্তের খাঁজ এবং শেষ মুখের খাঁজ। প্রক্রিয়াকরণ কঠিন হলেও, যৌক্তিকভাবে মেশিনিং সেন্টার পরিচালনা করে গ্রুভিং কার্যকরভাবে সম্পন্ন করা যেতে পারে।
খাঁজকাটা কি?
প্রকৃতপক্ষে, সমস্ত টুল কাটিংয়ের ক্ষেত্রে, টুল উপাদানটি ধাতব বা অ-ধাতু যাই হোক না কেন, এবং ওয়ার্কপিস ঘূর্ণন বা টুল ঘূর্ণনের প্রক্রিয়াকরণ পদ্ধতি নির্বিশেষে, যতক্ষণ না একটি খাঁজ কাটার জন্য একটি খাঁজ-টাইপ টুল ব্যবহার করা হয়। workpiece, এটা হিসাবে বিবেচনা করা যেতে পারেgrooving প্রক্রিয়াকরণ.
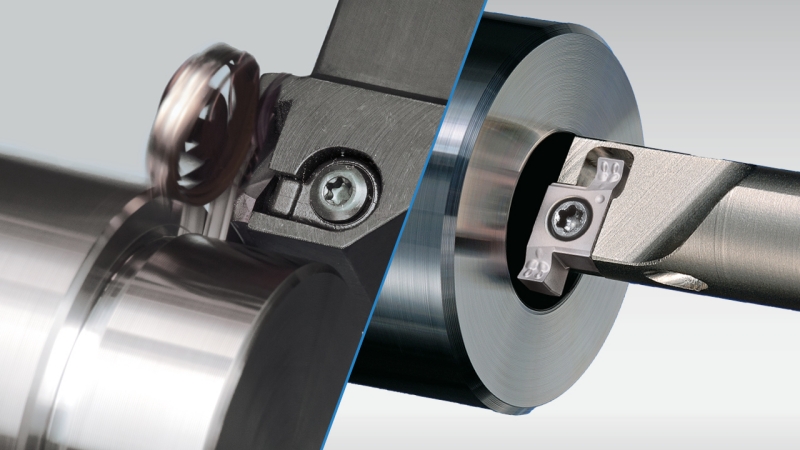
জন্যঅভ্যন্তরীণ খাঁজকাটা, সেরা মেশিনিং প্রভাব অর্জন করা হয় যখন টুল টিপ কেন্দ্ররেখার উপরে থাকে।মুখ খাঁজকাটাআরও বিশেষ, টুলটি অবশ্যই অক্ষীয় দিকে যেতে সক্ষম হবে, এবং টুলের পিছনের ব্যাসার্ধ অবশ্যই মেশিন করা ব্যাসার্ধের সাথে মিলবে।মুখ খাঁজকাটাযখন টুলের টিপ কেন্দ্ররেখার সামান্য উপরে থাকে তখন সেরা মেশিনিং প্রভাব অর্জন করে।

কোনখাঁজকাটা প্রক্রিয়া, মেশিনিং সেন্টারের মডেল ডিজাইন এবং প্রযুক্তিগত শর্তগুলিও মৌলিক কারণ যা বিবেচনা করা প্রয়োজন। মেশিনিং সেন্টারের জন্য প্রধান কর্মক্ষমতা প্রয়োজনীয়তাগুলির মধ্যে রয়েছে: পর্যাপ্ত যন্ত্র শক্তি থাকা, একটি উচ্চ-গতির স্পিন্ডেল নিশ্চিত করতে যে টুলটি সঠিক গতি সীমার মধ্যে চলে এবং গতি কমবে না বা ঝাঁকুনি দেবে না; প্রয়োজনীয় কাটিয়া প্রক্রিয়াটি সম্পূর্ণ করার জন্য পর্যাপ্ত অনমনীয়তা থাকা, এবং ওয়ার্কপিসের পৃষ্ঠের ফিনিসকে ক্ষতিগ্রস্ত করার জন্য কম্পন না করা; চিপ অপসারণে সাহায্য করার জন্য যথেষ্ট উচ্চ কুল্যান্টের চাপ এবং প্রবাহ থাকা। টাকু কেন্দ্র জল স্রাব কার্যকরী নকশা এই প্রক্রিয়াকরণ প্রয়োজনীয়তা পূরণ করতে পারেন.
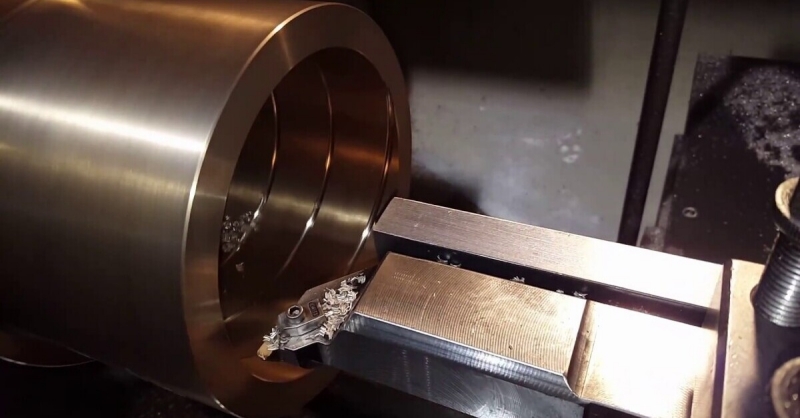
প্রকৃতপক্ষে, প্রোগ্রাম ডিজাইন এবং প্রক্রিয়াকরণের ক্ষেত্রে গ্রুভ করা কঠিন নয়। যেটা জটিল তা হল ওয়ার্কপিসের অনিয়মিত আকৃতি এবং ক্রমাগত ডিবাগিং যা অনুসরণ করে। দখাঁজকাটা প্রক্রিয়াসরঞ্জামের যুক্তিসঙ্গত নির্বাচন প্রক্রিয়াকরণ পদ্ধতির পার্থক্য প্রয়োগ করে দক্ষতার সাথে সম্পন্ন করা যেতে পারে।